

马口铁包装专用PET覆膜
一、发展历史
早在十九世纪初,马口铁就开始应用于食品包装行业。在经历了200年的发展之后,这个行业已经非常成熟。所谓马口铁,就是在表面电镀一层金属锡的冷轧薄钢板。根据用途的不同,镀锡的厚度大约在0.5~2μm。全世界每年产锡量约25万吨,其中1/3的锡用于马口铁表面电镀。锡是一种稀有的战略资源,为了减少锡的使用,人们一方面不断将锡的镀层减薄,同时也在积极寻找替代产品。镀铬铁就是其中的一种。
镀铬铁是一种钢板(Tin free steel)在冷轧薄钢板表面电镀一层金属铬,不同的是,铬的镀层厚度只有马口铁表面锡镀层的约1%。因此,镀铬铁的生产成本低于马口铁(以0.2mm厚度的镀铬铁为例,其售价比相同厚度马口铁低约¥1,000/吨)。镀铬铁的历史比马口铁要短很多。
1953年,美国伯利恒钢厂建成第一条镀铬铁生产线。
1961年,日本东洋钢板公司建立了日本第一条镀铬铁生产线。
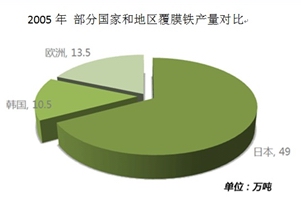
1989年,日本东洋钢板成功生产出以镀铬铁为基板的覆膜铁。目前,日本在覆膜铁生产技术方面处于全球领先水平,除东洋钢板之外,新日铁和JFE公司都有各自的覆膜铁生产线。2005年,日本覆膜铁的实际产量就达到了49万吨,占T F S 产量的60%。
1991年,欧洲覆膜铁投产,德、英、美、法等国都研制成功了能完全代替马口铁的覆膜铁,但总产量和日本相比还有很大差距。
本世纪初,国内一家公司用粘合法在低温下将塑料薄膜贴到镀铬铁上,其产品也称之为“覆膜铁”,但性能与国外覆膜铁相距甚远,只能用于茶叶罐、月饼盒等杂罐,不能用做食品罐、饮料罐。
目前,市场所需的以TFS为基材的覆膜铁在我国还没有大规模生产能力,主要依赖进口。
二、原材料及结构
1、 覆膜铁基材
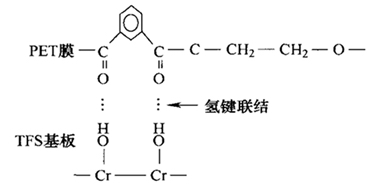
覆膜铁往往使用多层聚脂复合薄膜(厚度约为20-25微米),它阻隔腐蚀介质渗透的能力接近于“完全阻遏”。理论上可直接使用冷轧薄钢基板,即留空覆膜铁,但留空覆膜铁制罐时罐身焊缝处易产生锈蚀,且粘合力不牢,因此实际使用上,各国都是用镀铬铁TFS作基材。由于TFS产品表面存在一层铬的水合氧化物膜,可与有机膜以氢键的形式结合在一起,其有机膜覆合的牢度极高。
2、 覆膜铁用高分子薄膜
对于覆膜铁来说,膜的研制是其核心技术。用于覆膜铁制造的高分子薄膜既需要具有热塑性贴合能力,又要与不同罐装内容物的理化性能兼容,以确保其对镀铬基板和内容物的良好阻遏;同时,在罐装各种内容物的货架期内须保持所包装食品的风味;此外,在食品高温蒸煮杀菌过程中不变色和脱落,以保持高的湿润密闭性,并在制罐成型过程中,能经受高温、高摩擦力和弯曲等复合力的作用,具有较好的附着力。
理论上可用于与TFS复合的塑料薄膜有PP、PET、PC、PE等,其中PET膜最为常见,综合性能最优。PET膜具有成型性、可杀菌性、硬度高、耐磨、经特殊处理可印刷等特性。
从颜色上覆膜铁用PET聚酯薄膜可以分为白色膜、透明膜、金色膜和镭射膜。从应用上可分为用于深冲的膜、一般化工罐膜和食品罐膜。从结构上来看,覆膜铁用PET聚酯薄膜为多层结构(一般为2~3层),需采用多层共挤的方式生产。其中,与TFS贴合的一层为改性PET,其熔点低于普通PET,在达到其熔点后能够与TFS迅速贴合。
3、 覆膜铁结构
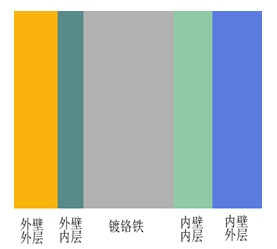
用于制罐的覆膜铁其结构有内壁和外壁之分,内外壁覆膜均有两层。内壁外层起到阻遏作用,内壁内层起到与镀铬铁黏合及防腐蚀的作用;外壁外层起到防划伤以及便于印刷等作用,外壁内层起到与镀铬铁黏合的作用。
三、生产工艺
覆膜铁生产采用的是高温、高压、快速冷却复合工艺。
覆膜铁的生产线主要由镀铬铁开卷部分、焊接及铁表观质量检测、基板加热、覆膜单元、冷却单元、产品检测及涂油卷取等部分组成,其中最核心的部分为基板的加热区域和覆膜单元。通过电磁感应加热辊预热部分加热钢带至膜的熔点以上温度,用对称的两个压力胶辊的挤压进行基板与膜的热熔贴合。热贴后的钢带通过冷却装置进行快速冷却,以确保熔融后的高分子迅速重新结晶。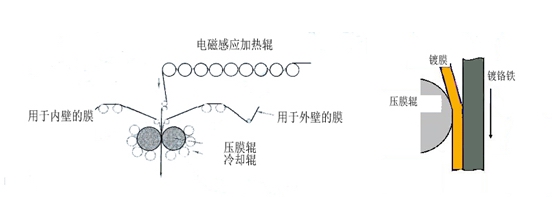
目前,全球主要覆膜铁生产线对钢板进行预热都是使用电磁感应加热辊。这种加热辊不但能提供250℃以上的温度,而且其温度均匀性也非常好(能控制在±1℃以内)。但只有均匀的加热辊是远远不够的,压膜辊的温度均匀性才是钢板与薄膜贴合一致性的关键所在。包覆在压膜辊表面的是硬质橡胶,在液压缸的作用下能够对钢板和薄膜形成很高的压力。为了保持胶辊表面的温度不至于太高,往往都设计有冷却辊对其进行冷却。但同时,由于橡胶的导热性极差,如果冷却辊的温度不够均匀,长期积累下来,也会造成胶辊表面的温度不均匀,从而影响到压膜的一致性。
总而言之,钢板与薄膜复合的关键在于以下几点:
1. 能够提供高温(250℃以上)且均匀性良好的加热源(±1℃以内)——现有成熟覆膜铁生产线均采用电磁感应加热辊;
2. 硬质胶辊,能稳定提供很高的压力,确保钢板与薄膜均匀复合;同时,为确保在生产初期的废品率尽可能降低,需要对胶辊均匀地加热,让胶辊表面一开始就达到生产所需的温度(约110~140℃);
3. 胶辊形变一致性良好,确保钢板受力均匀;
4. 温度均匀性良好的冷却辊,表面温差小于±1℃,只有这样才能保证胶辊表面的温度均匀;
5. 洁净的工作环境,确保钢板与薄膜复合时不会夹带灰尘等杂物,提高产品合格率。
四、应用前景
相比传统印铁工艺,覆膜铁在性能、材料成本、生产成本、环保和能源消耗等方面具备更多优势,其应用范围十分广泛:
1、 在食品金属罐方面的应用:食品罐、饮料罐、四旋盖、糖果罐、茶叶罐、易开盖等。
2、 在化工罐方面的应用:化工罐、油漆罐、涂料罐、二片气雾罐及各种顶底盖等。特别是留空覆膜加工技术,可适用于各种三片罐的制罐。
3、 在装饰罐方面的应用:便携烟灰盒、礼品盒、文具盒、首饰盒、烟盒、酒盒等等。
4、 其他行业的应用:建筑板材、墙壁、吊顶、防盗门、地板、遮阳棚等等。
随着两片罐应用在全球迅速的扩张,极大地促进了我国两片罐的市场需求。目前,国内两片罐(钢和铝)的年消费量约为100亿只左右。以每年10%的增长率来计算,5年后国内两片罐的需求将达到160亿只,净增加60亿只。而随着绿色环保的要求越来越严格和资源日渐紧缺,可回收和循环再生的金属包装材料为人们所青睐。因此可以预见,以绿色环保的覆膜铁制作两片罐的国内市场前景非常广阔。
目前,我国用于食品包装的马口铁每年消耗约400万吨,如果覆膜铁技术一旦成熟,理论上可以完全取代现有马口铁。因此,覆膜铁未来在我国的发展潜力十分巨大。
五、国内发展现状
国内高温覆膜铁尚处于起步阶段,目前仅有少数几家企业在覆膜铁生产方面做出努力。
1、 上文提到的一家无锡公司在生产出粘合法覆膜铁后,也在尝试高温熔融法覆膜铁生产线的开发。由于缺少本文第三章中所提的多项关键技术,其高温熔融法覆膜铁生产线开发之路注定不会平坦。
2、 一家来自北京的上市公司花了几年时间在绍兴建成了一条覆膜铁小试线,现在仍然在完善之中。目前,该公司还投巨资正在建设一条中试线。这条中试线也面临着上述同样的问题。
3、 钢铁巨头宝钢2007年建成的TFS冷轧薄板目前是国内最先进的生产线,该公司希望引进国外成熟的覆膜铁成套生产技术,但谈判多年未果。
4、 上海红宇化工专业供应覆膜铁生产必须的PET薄膜,能够确保钢板在与薄膜复合时始终维持温度偏差在±1℃之内。现已生产出合格的覆膜铁产品,并得到了多家制罐企业的认可。由于掌握了多项核心技术,目前已得到外部巨资的亲睐。假以时日,必定会在业内掀起轩然大波。
在覆膜铁的关键材料生产方面,国内企业和日本相比还有些差距,但差距并不大。
国内TFS生产厂家主要有宝钢、中山中粤、东海薄板、统一马口铁等,其中能生产两片罐的目前还只有宝钢一家。东海薄板从日本JFE引进了一条连续退火冷轧薄板生产线,预计2014年5月投产,据称其TFS性能可与宝钢产品媲美。
目前,国内有多家薄膜生产企业可以提供合格的覆膜铁生产所需的薄膜,但仅限于三片罐、顶底盖等产品,可用于深冲两片罐的薄膜暂时还没有生产。随着覆膜铁生产线的建成,相信国内薄膜生产企业一定会加大覆膜铁薄膜的开发,用于深冲两片罐的薄膜迟早会开发成功。
总之,覆膜铁在国内属于朝阳产业,由于其性能优越、产品和工艺环保、价格有竞争优势,在不久的将来一定会在金属包装行业内逐步取代马口铁。